Die Erfassung einer Wärmebehandlung
Jede Wärmebehandlung kann aufgrund einer Temperatur-Zeitkurve beurteilt werden. Dazu wird die Temperaturkurve in kurze Zeitintervalle unterteilt. Die Zeitintervalle müssen je nach den zeitlichen Veränderungen entsprechend sinnvoll gewählt werden. Jedem Zeitintervall kann dann in Funktion der jeweiligen Temperatur ein bestimmter Behandlungseffekt zugeordnet werden. Dieser berechnet sich aus dem Produkt von Einwirkungszeit und Behandlungsäquivalent aufgrund der Temperatur. Die Summe aller Behandlungseffekte aus den einzelnen Zeitintervallen ergibt dann den Wert für die ganze Wärmebehandlung. Dieses Verfahren kann für alle vorgängig aufgeführten Faktoren verwendet werden.
 |
|
 |
|
|
Temperaturbereich:
|
|
|
<= 65-100 °C
101-136 °C =>
|
|
|
|
|
|
|
Dieser Weg ist natürlich relativ umständlich. Viel praktischer ist eine Berechnung durch den Computer aufgrund einer Zeit-Temperatur-Liste. Der Einsatz eines Datenloggers drängt sich entsprechend auf. Moderne Autoklaven berechnen die gewünschten Werte auch direkt und steuern allenfalls den Erhitzungsprozess direkt über die aufsummierten Werte. Als Hilfe finden Sie über den nachfolgenden Link eine Excel-Tabelle zur Auswertung von Temperaturverläufen während einer Hitzebehandlung: während einer Hitzebehandlung:
Excel-Datei für die Bewertung von Hitzebehandlungen bei Pasteurisation und Sterilisation
Die Beurteilung der erhaltenen Kennzahlen
Die aufgrund einer Temperatur-Zeit-Kurve bestimmten Kennzahlen sagen noch nichts über die Qualität einer Wärmebehandlung bei einem bestimmten Produkt aus. Sie können nur für den Vergleich zwischen verschiedenen Kurven dienen. Um eine Wärmebehandlung wirklich beurteilen zu können, muss das Produkt hinsichtlich seiner Zusammensetzung und allenfalls auch hinsichtlich seiner hygienischen und technologischen Vorgeschichte genauer betrachtet werden. Auch müssen die einzelnen Kennzahlen allenfalls in Relation zueinander gesetzt werden (Kocheffekt, Enzym-Inaktivierung, Mikroorganismen-Inaktivierung). Dabei spielen verschiedene produktespezifische Faktoren eine Rolle, die hier nicht abschliessend behandelt werden können. Es sei hier lediglich angeführt, wie die Hitzeresistenz von Mikroorganismen im Substrat Lebensmittel auch stark von dessen Zusammensetzung beeinflusst wird. Die folgenden Milieufaktoren spielen die grösste Rolle:
| pH-Wert |
Allgemein nimmt die Hitzeresistenz mit zunehmender Acidität (Säuregrad) stark ab. |
| Salzgehalt (NaCl) |
Niedrige NaCl-Konzentrationen bis ca. 4 % bewirken meist eine Erhöhung der Hitzeresistenz. Bei einigen Endosporen wird die Hitzeresistenz bei 2 % NaCl verdoppelt. |
| Zucker |
Mit zunehmender Zuckerkonzentration nimmt die Hitzeresistenz zu (vor allem bei vegetativen Zellen; weniger bei Endosporen). |
| Fett |
Ein erhöhter Fettgehalt führt zu einer erheblichen Erhöhung der Hitzeresistenz. Die Schutzwirkung von Öl und Fett wird sowohl auf die geringe Wärmeleitfähigkeit als auch auf den niedrigen Wassergehalt der Lipide zurückgeführt. |
| Wassergehalt |
Mit abnehmendem Wassergehalt bzw. aW-Wert des Substrates wird die Hitzeresistenz bei vegetative Zellen und Endosporen stark erhöht. |
| Proteine / Eiweisse |
Proteine können einen erheblichen Schutzeffekt haben. Eiweissreiche Lebensmittel müssen länger sterilisiert werden, als eiweissarme Lebensmittel. |
Die Ursache dieser Schutzwirkungen ist weitgehend unbekannt. Es wird vermutet, dass eine Verminderung des freien Zellwassers eine starke stabilisierende Wirkung auf die hitzelabilen Teile von Zellen haben.
Für die Festlegung von Richtwerten bezüglich einer Hitzebehandlung müssen diese Faktoren natürlich alle mehr oder weniger berücksichtigt werden. In der Regel kommt man um den praktischen Versuch deshalb nicht herum.
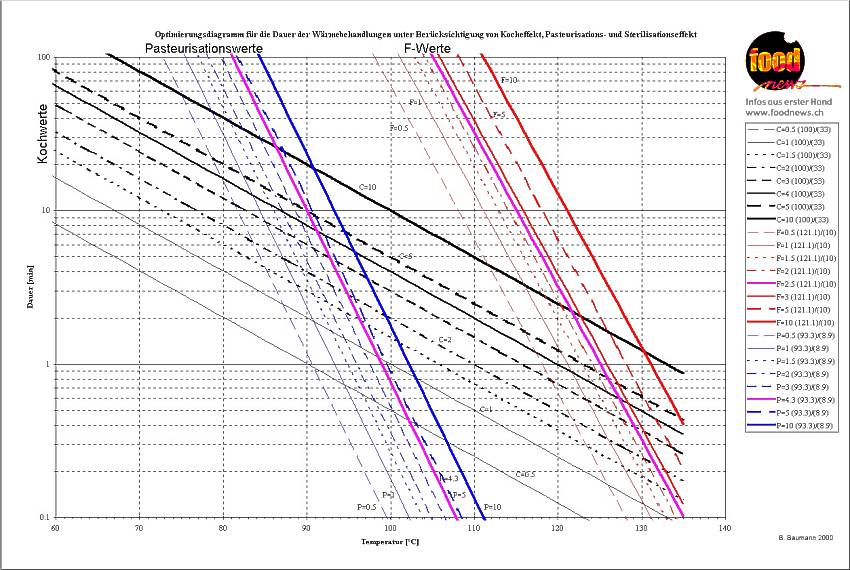
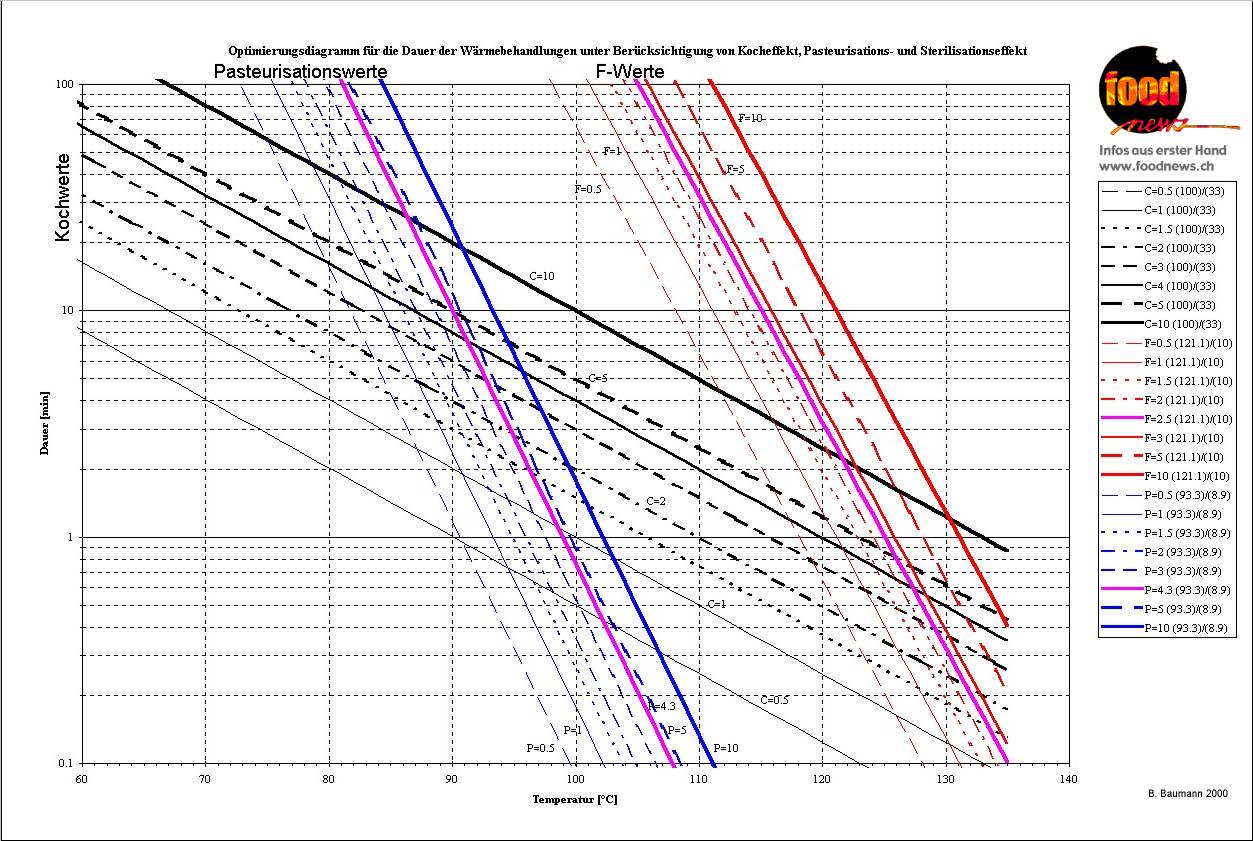
Optimierung
Eine optimale Wärmebehandlung muss alle oben aufgeführten Faktoren gebührend berücksichtigen. Dabei müssen in der Regel Kompromisse bezüglich Haltbarkeit, Textur und Geschmack eingegangen werden, weil alle Faktoren sich bezüglich Wirkung von Temperatur und Einwirkungszeit anders verhalten. Eine Hilfe für die Wahl geeigneter Prozessbedingungen bietet das nachfolgende Diagramm. Es wird so benutzt, dass die zulässigen und/oder optimalen Bereiche für die einzelnen Kennwerte eingetragen werden. Die resultierende, sich überschneidende Fläche zeigt dann den möglichen Prozessbereich. Ob dieser optimale Bereich technologisch dann auch umsetzbar ist, ist dann wieder eine andere Frage.
|


{kind=link}